-
+86-755-29968250
-
Китай, г. Шэньчжэнь, район Баоань, перекрёсток улиц Баохуа и Хайтянь, бизнес-центр «Чжоюэ Баочжун», корпус A, этаж 24, офис 2408
- aaa29968250@163.com





промышленный потолочный вентилятор
Когда слышишь 'промышленный потолочный вентилятор', многие сразу представляют увеличенную версию бытового, только для цеха. Это первое и самое распространённое заблуждение. На деле, разница фундаментальна — от расчёта аэродинамики и статического давления до выбора двигателя, способного годами работать в агрессивной среде. Самый частый провал на объектах — попытка сэкономить, установив маломощную модель, которая потом просто гоняет пыль по кругу, не создавая нужного воздухообмена. Видел такое на складе лакокрасочных материалов — в итоге пришлось демонтировать и ставить правильные промышленные потолочные вентиляторы с высоким крутящим моментом.
Ключевые отличия от коммерческих аналогов
Здесь всё упирается в нагрузку и среду. Бытовой или коммерческий вентилятор рассчитан на работу 8-10 часов в сутки в относительно чистом воздухе. Промышленный же должен выдерживать циклы по 24/7, часто при повышенной температуре, влажности, запылённости или наличии химических паров. Это диктует материалы: лопасти из алюминиевых сплавов или со специальным покрытием, корпуса с антикоррозийной защитой, двигатели с повышенным классом изоляции.
Ещё один нюанс — управление. В цеху часто нужна интеграция с общей системой вентиляции или КИП. Простой пульт ДУ не подойдёт. Нужны варианты с управлением через частотный преобразователь, который позволяет плавно регулировать скорость в зависимости от температуры или загазованности, экономя энергию. Кстати, о шуме. Требования по уровню звука в промышленности могут быть даже жёстче, чем в офисах, если речь о рабочих местах с постоянным пребыванием людей. Поэтому качественная балансировка крыльчатки — обязательный этап, который некоторые производители, увы, экономят.
Вот, к примеру, смотрю на спецификации. Для пищевого производства нужны модели с легко моющейся конструкцией и стойкостью к мойке под давлением. Для литейного цеха — с усиленной защитой от мелкодисперсной металлической пыли, которая убивает обычные подшипники за полгода. Это не просто слова из каталога, а выводы после инспекции вышедших из строя агрегатов.
Ошибки монтажа, которые дорого обходятся
Самая критичная фаза — установка. Казалось бы, что сложного: закрепить на перекрытии, подключить питание. Но именно здесь кроется 70% проблем с вибрацией и преждевременным износом. Первое — крепление. Несущие балки или фермы должны быть рассчитаны на динамическую нагрузку, а не только на статический вес вентилятора. Видел случай, когда монтажники прикрепили мощный промышленный потолочный вентилятор к облегчённым сэндвич-панелям. Через месяц появилась вибрация, потом — трещины по швам панели.
Второе — выравнивание. Даже небольшой перекос в несколько градусов создаёт дисбаланс, который со временем только усиливается, разбивая подшипниковые узлы. Нужно использовать лазерный уровень, а не 'на глазок'. И третье, самое банальное — забывают оставить технологический зазор для обслуживания. К вентилятору должен быть доступ для чистки лопастей, проверки клеммных соединений и замены щёток двигателя. Приходилось наблюдать, как для простой профилактики приходилось останавливать участок конвейера и вызывать автовышку, потому что смонтировали 'впритык' к потолку.
Отдельная история — электромонтаж. Сечение кабеля должно учитывать пусковые токи, которые у асинхронных двигателей могут в 5-7 раз превышать номинальные. И обязательно отдельный автомат защиты, а не 'навесить' на существующую линию освещения. Такая экономия приводит к постоянным срабатываниям защиты и перегреву проводки.
Кейс: вентиляция сборочного участка и роль надёжных комплектующих
Был проект на одном машиностроительном заводе под Нижним Новгородом. Задача — убрать из рабочей зоны пары СОЖ и перегретый воздух от сварочных постов. Высота потолков — около 8 метров. Рассматривали разные варианты, включая приточные установки с воздуховодами, но по бюджету и скорости монтажа выиграла схема с несколькими мощными потолочными вентиляторами, расположенными в шахматном порядке для создания общего направленного потока к вытяжным зонтам.
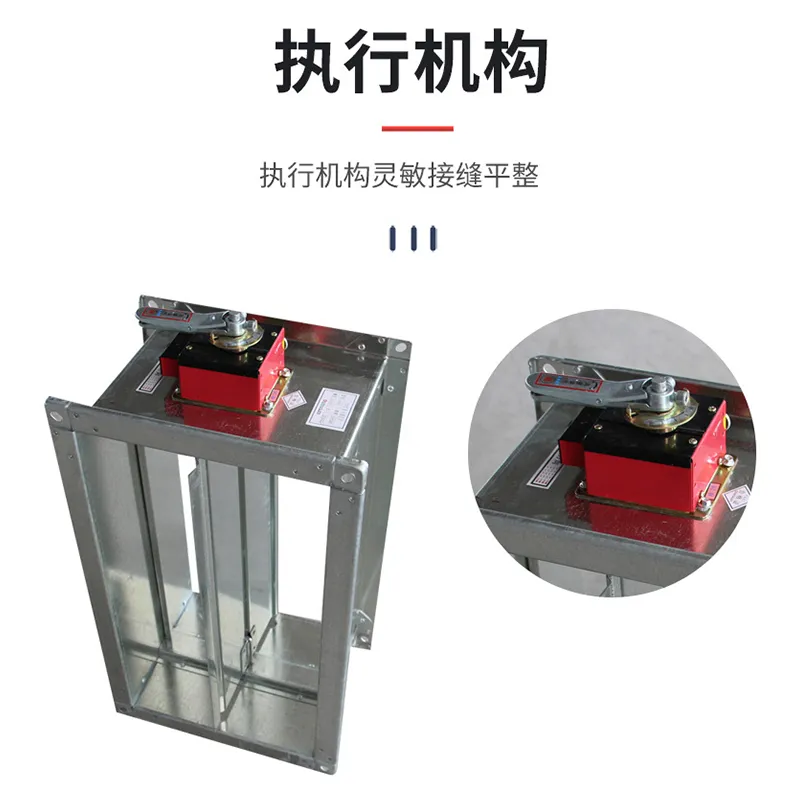
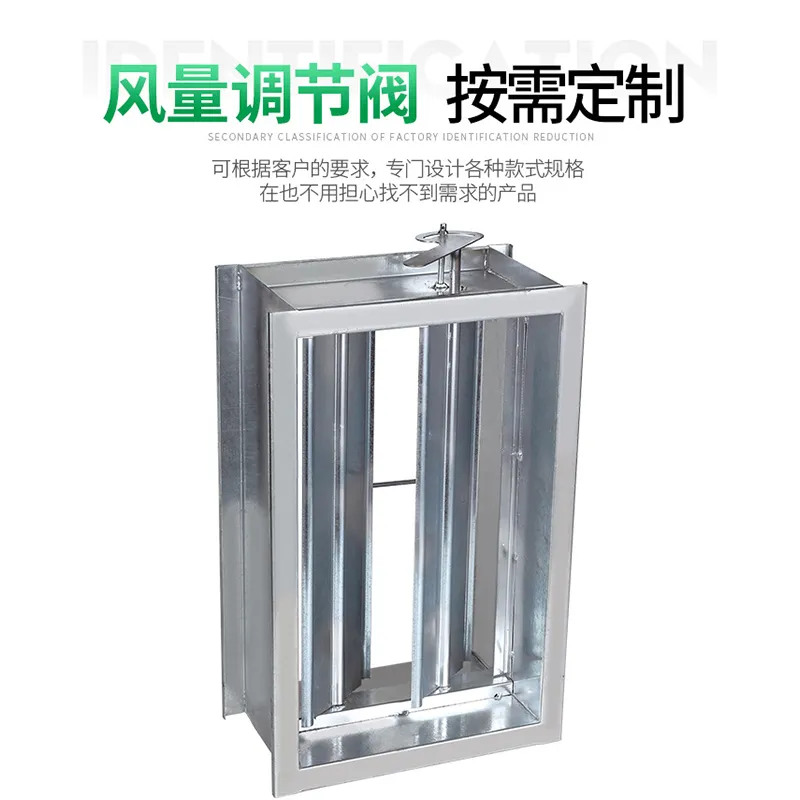
Ключевым стал выбор оборудования. Нужны были модели с широкими лопастями для перемещения большого объёма воздуха на низких оборотах (чтобы не поднимать осевшую пыль) и с возможностью реверса для зимнего режима (подмес тёплого воздуха с верхней зоны). Остановились на технике, где эти параметры были хорошо проработаны. Кстати, при выборе мы всегда смотрим не только на сам вентилятор, но и на доступность комплектующих — те же противопожарные клапаны или шумоглушители должны быть от того же производителя или идеально совместимы. Потому что когда нужна срочная замена, ждать месяц клапан из другой страны — не вариант.
В этом контексте стоит упомянуть компанию ООО Шэньчжэнь Люйпинь Электромеханизм (сайт: https://www.szlupin.ru). Они не просто продают вентиляторы, а предлагают комплексные серии оборудования, что для монтажника — большое подспорье. Основная продукция серии 'Люйпинь' для вентиляции включает: малошумные многолопастные центробежные вентиляторы, вентиляторы для кондиционирования воздуха, противопожарные вентиляторы дымоудаления и их комплектующие, осевые вентиляторы, противопожарные клапаны, шумоглушители, камеры статического давления и воздухораспределители. Когда все компоненты системы спроектированы для совместной работы, это снижает риски нестыковок на объекте. Например, их противопожарные клапаны по умолчанию идут с адаптерами под стандартные фланцы вентиляторов, не нужно ничего дорабатывать 'болгаркой'.
Энергоэффективность: где реальная экономия, а где маркетинг
Сейчас все говорят про энергосбережение. С промышленными потолочными вентиляторами история особая. Да, двигатель с высоким КПД (IE3, IE4) — это хорошо. Но главная экономия кроется не в самом двигателе, а в правильном подборе вентилятора под задачу. Если у вас модель с запасом по мощности в 30%, и она постоянно работает на низких оборотах через частотник, то окупаемость 'суперэффективного' мотора растянется на десятилетия. Сначала нужно точно рассчитать необходимый воздухообмен.
Второй момент — аэродинамика лопастей. Современные профилированные лопасти из композитов или алюминия действительно могут при тех же оборотах перемещать на 15-20% больше воздуха, чем старые стальные 'лопаты'. Это прямая экономия. Но здесь нужно смотреть на условия: в химической промышленности композит может быть нестоек к парам. Тут уже выбор в пользу стойкого покрытия на металле.
И третий, часто упускаемый фактор — состояние сети. Падение напряжения даже на 10% резко увеличивает потребляемый ток и снижает КПД двигателя. Перед установкой мощных вентиляторов стоит замерить напряжение в сети под нагрузкой. Иногда выгоднее сначала поставить стабилизатор на линию, чем переплачивать за 'экономный' двигатель, который всё равно будет работать в неоптимальных условиях.
Тенденции и субъективный взгляд в будущее
Куда всё движется? Первое — интеграция датчиков. Уже не экзотика, когда вентилятор оснащён датчиками температуры, влажности и даже качества воздуха (летучие органические соединения). Данные уходят в общую систему BMS здания, и обороты регулируются автоматически. Это уже не роскошь, а разумное решение для 'умных' цехов.
Второе — материалы. Появляются более лёгкие и прочные сплавы для лопастей, а также покрытия на основе нанотехнологий, отталкивающие пыль и масляный туман. Это снижает частоту чисток и поддерживает эффективность. Но пока это дорого, и массово идёт только на ответственных объектах.
И третье — сервис. Производители всё чаще предлагают не просто гарантию, а сервисные контракты с удалённым мониторингом состояния оборудования. Для главного энергетика завода это спокойствие: он видит в личном кабинете, что у вентилятора №7 начал расти ток в одной из фаз, и можно запланировать его проверку до того, как он встанет и остановит линию. Думаю, за этим будущее. В конце концов, промышленный потолочный вентилятор — это не расходник, а часть инфраструктуры. И относиться к нему нужно соответственно, с самого этапа выбора и расчёта.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Осевые вентиляторы серии ABF
Осевые вентиляторы серии ABF -
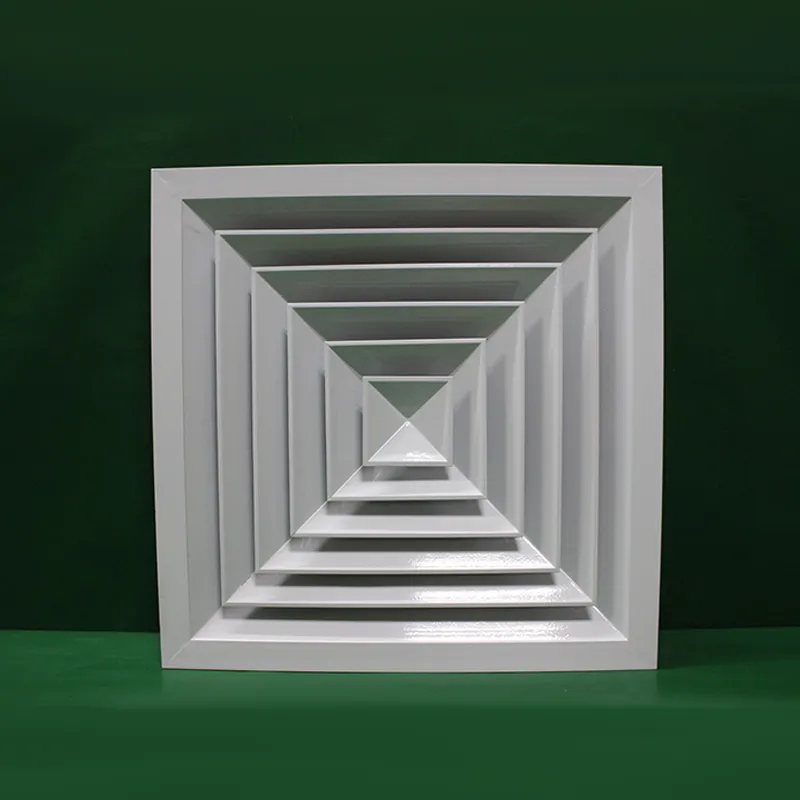
 Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава
Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава -
 Круглый диффузор из алюминиевого сплава
Круглый диффузор из алюминиевого сплава -
 Центробежный противопожарный вентилятор дымоудаления серии HTF-DC
Центробежный противопожарный вентилятор дымоудаления серии HTF-DC -
 Вентилятор шкафного типа серии LT-BC
Вентилятор шкафного типа серии LT-BC -
 Центробежные вентиляторы серии LT-FC(S)
Центробежные вентиляторы серии LT-FC(S) -
 Противопожарные клапаны FHF WSDj-FK
Противопожарные клапаны FHF WSDj-FK -
 Противопожарные клапаны дымоудаления FHF WS-FK
Противопожарные клапаны дымоудаления FHF WS-FK -
 Противопожарные клапаны FHF WSDc-FK
Противопожарные клапаны FHF WSDc-FK -
 Противопожарные клапаны дымоудаления FHF WSDj-FK
Противопожарные клапаны дымоудаления FHF WSDj-FK -
 Вихревой воздухораспределитель из алюминиевого сплава
Вихревой воздухораспределитель из алюминиевого сплава -
 Воздухораспределитель с однорядными регулируемыми жалюзи
Воздухораспределитель с однорядными регулируемыми жалюзи
Связанный поиск
Связанный поиск- вентиляционное оборудование нижний
- воздухораспределитель 242 устройства
- вентиляционное оборудование кондиционирования воздуха
- промышленное холодильное вентиляционное оборудование
- воздухораспределитель пристенного типа
- вентиляторы промышленные вытяжные радиальные
- Промышленный шкафный вентилятор
- лопастные вентиляторы потолочные промышленные
- промышленные вентиляторы 380в
- вентилятор промышленный 250