-
+86-755-29968250
-
Китай, г. Шэньчжэнь, район Баоань, перекрёсток улиц Баохуа и Хайтянь, бизнес-центр «Чжоюэ Баочжун», корпус A, этаж 24, офис 2408
- aaa29968250@163.com





производство промышленного вентиляционного оборудования
Когда говорят о производстве промышленного вентиляционного оборудования, многие сразу представляют цех с гигантскими станками, листы металла и сварку. Это, конечно, основа, но лишь малая часть истории. Гораздо важнее то, что происходит до цеха и после него — инженерный расчёт, понимание среды, где будет работать агрегат, и, что часто упускают, логистика и адаптация под реальные, а не идеальные условия монтажа. Именно на этих ?невидимых? этапах и кроются главные сложности и возможности для дифференциации.
От чертежа к железу: где рождаются проблемы
Возьмём, казалось бы, простой узел — корпус центробежного вентилятора. На бумаге всё гладко: сталь, рёбра жёсткости, фланцы. Но когда начинаешь работать с конкретными заказами, особенно для химических производств или пищеблоков, встаёт вопрос материалов. Нержавейка какой марки? Какая толщина действительно нужна с учётом вибрационных нагрузок, а не просто ?чтоб потолще?? Один раз пришлось переделывать партию малошумных многолопастных центробежных вентиляторов для молокозавода, потому что расчётная толщина стенки не учитывала агрессивную среду мойки — появился риск коррозии. Пришлось усиливать, пересчитывать балансировку рабочего колеса. Дорого, но по-другому нельзя.
А балансировка — это отдельная песня. Можно сделать идеально сбалансированное колесо на стенде, но после покраски и транспортировки картина может измениться. Поэтому мы настаиваем на контрольной проверке после окончательной сборки. Многие клиенты, особенно те, кто раньше работал с дешёвым оборудованием, этого не понимают — мол, зачем лишние операции. Пока не столкнутся с преждевременным износом подшипников и гулом на объекте.
Или вот ещё нюанс — сварные швы. Для противопожарных вентиляторов дымоудаления они должны быть не просто герметичными, а выдерживать определённое время высокую температуру. Автоматическая сварка даёт красоту, но иногда ручная, шов за швом, оказывается надёжнее для ответственных участков. Это знание пришло не из учебника, а после инцидента на одном из складов, где вентканал от дымоудаления деформировался в критический момент не там, где мы его делали, а на участке, который варили на месте уже монтажники. Теперь мы всегда даём чёткие инструкции по монтажной сварке и даже проводим выездные инструктажи.
Комплектующие и системность: почему важен единый поставщик
Частая ошибка заказчиков — пытаться сэкономить, заказывая оборудование по частям у разных производителей. Вентилятор — у одного, противопожарные клапаны — у другого, шумоглушители и камеры статического давления — у третьего. На бумаге экономия есть. На практике — кошмар стыковки. Фланцы не совпадают по толщине и отверстиям, габариты воздуховодов отличаются на сантиметр-другой, а этот ?другой? потом выливается в неделю работы монтажников с болгаркой и герметиком.
Мы в своём подходе, как, например, на площадке ООО Шэньчжэнь Люйпинь Электромеханизм (информация доступна на szlupin.ru), сделали ставку на комплексные решения. Основная продукция серии ?Люйпинь? — это именно система: от вентилятора до воздухораспределителя. Преимущество не только в совместимости. Когда всё проектируется и производится в одной технологической цепочке, проще контролировать качество на выходе и нести ответственность за конечный результат. Если возникает проблема с аэродинамикой или шумом, мы не можем ?свалить? её на некачественный клапан соседа — потому что клапан тоже наш. Это дисциплинирует.
Кстати, о воздухораспределителях. Их часто воспринимают как простейшую арматуру. Но неправильно подобранная решётка или анемостат может свести на нет всю работу дорогого вентилятора, создав неравномерный поток или свист. У нас был проект в офисе, где люди жаловались на сквозняк и шум. Оказалось, застройщик сэкономил и поставил дешёвые решётки с малым живым сечением. Замена на регулируемые анемостаты с правильным профилем лопастей решила проблему без замены основного оборудования.
Ошибки проектирования и диалог с заказчиком
Самое сложное в нашем деле — не производство, а исправление чужих (а иногда и своих) ошибок проектирования. Приходит заказ на осевые вентиляторы определённой производительности для вытяжки цеха. Смотрим расчёт — вроде всё верно. Но по опыту спрашиваем: а что в цеху? Оказывается, планируется установка новой линии с тепловыделяющим оборудованием, о котором проектировщик не знал. Или что приточка будет организована не так, как в исходных данных. Если промолчать и просто сделать ?как в ТЗ?, через полгода получим претензию.
Поэтому мы теперь настаиваем на максимально подробном заполнении опросных листов, а в идеале — на выезде нашего специалиста на объект до начала производства. Да, это дополнительные затраты. Но они в разы меньше, чем переделка готовой системы. Один раз нам пришлось демонтировать уже смонтированный вентблок на фабрике, потому что не учли высоту помещения для обслуживания — агрегат встал впритык к перекрытию, и снять фильтр для очистки было невозможно. Урок на годы.
Диалог — это ключ. Часто техзадание пишут люди, далёкие от практики монтажа и эксплуатации. Наша задача — задавать ?глупые? вопросы: ?Как вы будете это чистить??, ?Есть ли доступ для обслуживания сбоку??, ?Предусмотрена ли виброразвязка??. Это спасает от многих проблем.
Логистика и постпродажное обслуживание: то, что видят все
Отгрузить оборудование — это полдела. Его нужно правильно доставить. Габаритные камеры статического давления или вентиляционные установки — это не коробки с обувью. Нужен специальный транспорт, крепление, иногда — согласование маршрута. Мы научились этому после того, как один вентблок приехал с помятым корпусом из-за неправильной укладки в контейнере. Теперь упаковка и крепление — обязательный пункт контроля перед отгрузкой.
И, конечно, обслуживание. Даже самое надёжное оборудование требует внимания. Мы стараемся формировать у клиентов культуру планового ТО. Простая чистка фильтров, подтяжка креплений, проверка приводов — это продлевает жизнь системе на годы. Для ключевых объектов мы предлагаем сервисные контракты. Это выгодно обеим сторонам: клиент получает стабильную работу системы, а мы — долгосрочные отношения и меньше аварийных выездов, которые, как правило, самые затратные.
В конце концов, производство промышленного вентиляционного оборудования — это не про то, чтобы продать железную коробку с мотором. Это про то, чтобы создать работающую, предсказуемую и долговечную систему. И эта система начинается с диалога с заказчиком и заканчивается только тогда, когда оборудование отработает свой полный срок. Всё, что между — металл, труд инженеров, токаря и сварщика, — лишь средства для достижения этой цели. И когда видишь, как на объекте, который мы комплектовали года три назад, всё работает тихо, эффективно и без сюрпризов, понимаешь, что все эти нюансы, споры и переделки были не зря.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Противопожарные клапаны FHF WS-FK
Противопожарные клапаны FHF WS-FK -
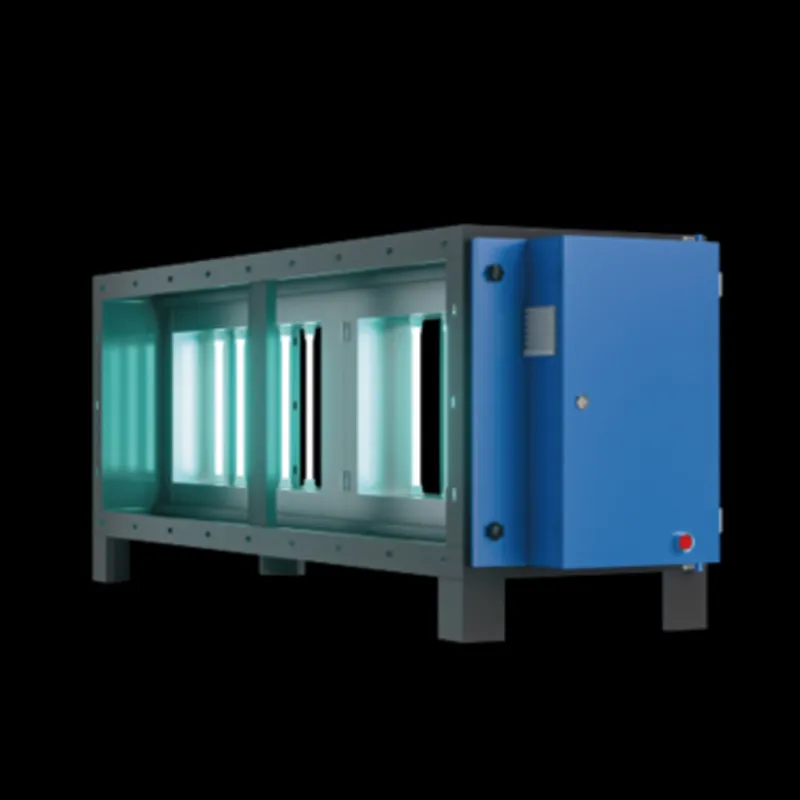
 Оборудование для дезодорации на основе активированного угля
Оборудование для дезодорации на основе активированного угля -
 Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава
Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава -
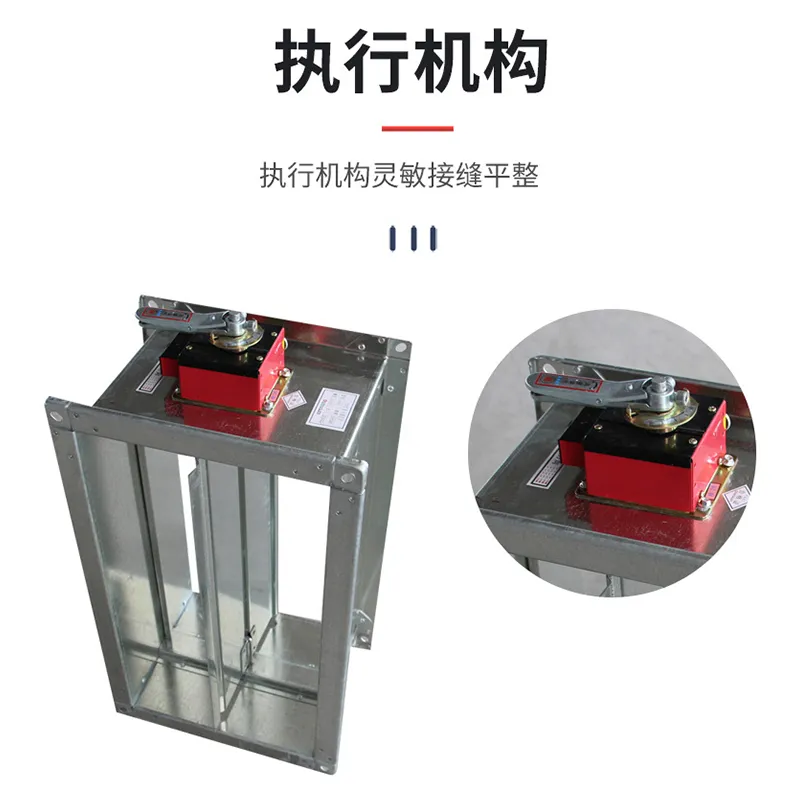
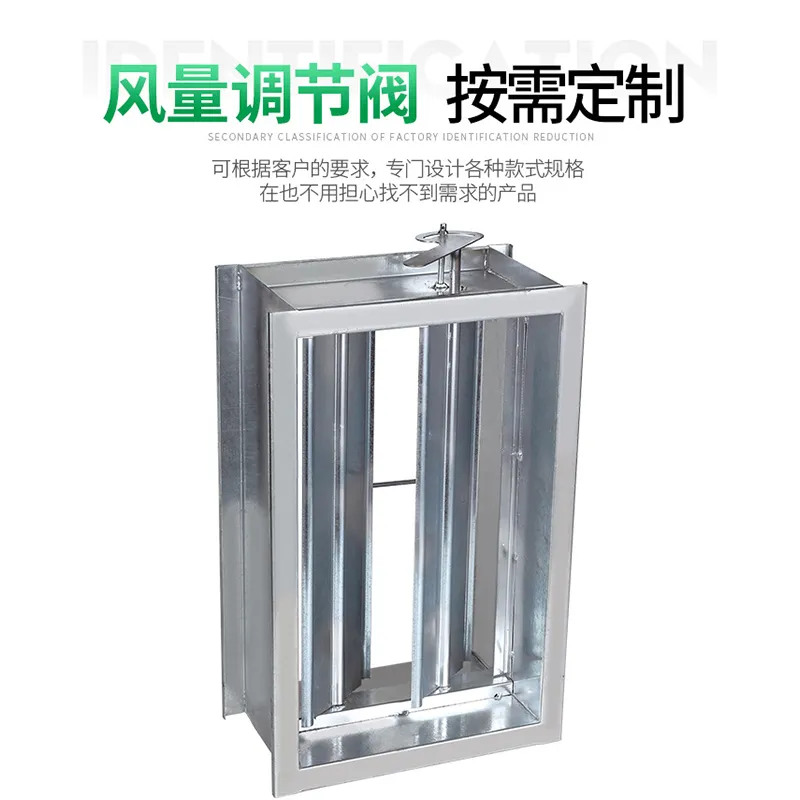 Регулирующий воздушный клапан с ручным приводом
Регулирующий воздушный клапан с ручным приводом -
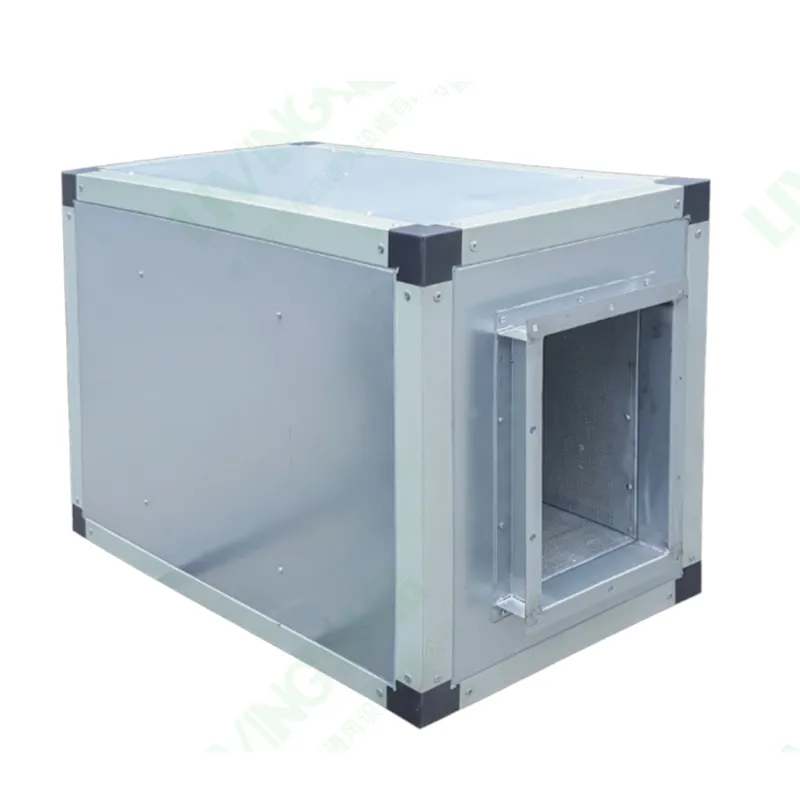
 Вентилятор шкафного типа серии LT-BC
Вентилятор шкафного типа серии LT-BC -
 Круглый диффузор из алюминиевого сплава
Круглый диффузор из алюминиевого сплава -
 Вихревой воздухораспределитель из алюминиевого сплава
Вихревой воздухораспределитель из алюминиевого сплава -
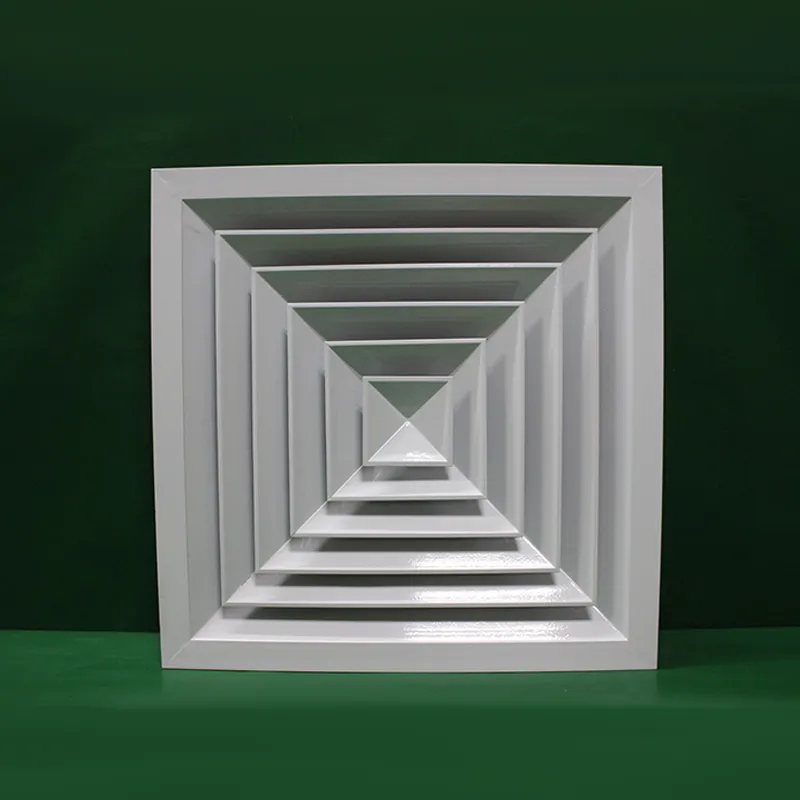 Квадратный диффузор
Квадратный диффузор -
 Противопожарные клапаны дымоудаления FHF WSDj-FK
Противопожарные клапаны дымоудаления FHF WSDj-FK -
 Противопожарные клапаны FHF WSDj-FK
Противопожарные клапаны FHF WSDj-FK -
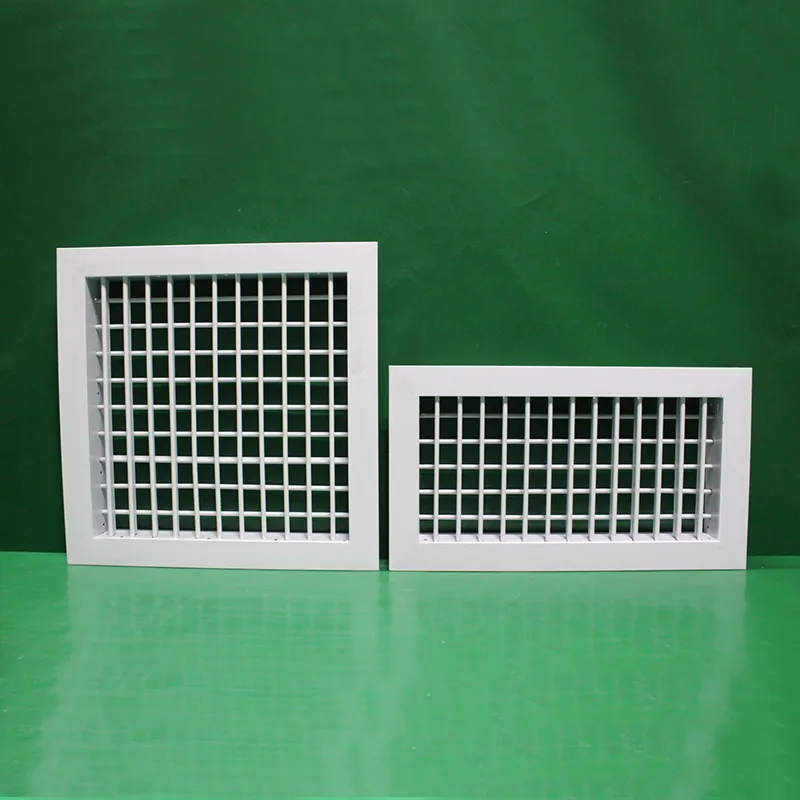 Воздухораспределитель с двухрядными регулируемыми жалюзи из алюминиевого сплава
Воздухораспределитель с двухрядными регулируемыми жалюзи из алюминиевого сплава -
 Комбинированный импедансный шумоглушитель
Комбинированный импедансный шумоглушитель
Связанный поиск
Связанный поиск- воздухораспределитель двухпроводный
- воздухораспределитель универсальный
- производство промышленного вентиляционного оборудования
- воздухораспределитель двойные
- воздухораспределитель панельный перфорированный с камерой статического давления
- воздухораспределители в рабочую зону
- вентилятор осевой промышленный 380 вольт
- закупки вентиляционного оборудования
- промышленные вентиляторы оборудования
- шумоглушитель для вентиляции 200