-
+86-755-29968250
-
Китай, г. Шэньчжэнь, район Баоань, перекрёсток улиц Баохуа и Хайтянь, бизнес-центр «Чжоюэ Баочжун», корпус A, этаж 24, офис 2408
- aaa29968250@163.com





производство вентиляционного оборудования
Когда говорят о производстве вентиляционного оборудования, многие сразу представляют цех с гильотинами, сварочными аппаратами и покраской. Но это лишь вершина айсберга. На деле, ключевое часто происходит не на производственном полу, а на этапе проектирования и выбора компонентов. Ошибка многих новичков в отрасли — гнаться за универсальностью агрегата, пытаясь сделать ?вентилятор на все случаи жизни?. В реальных условиях, будь то тоннельная вентиляция или система дымоудаления в торговом центре, требования к оборудованию разнятся кардинально. И именно здесь начинается настоящее производство вентиляционного оборудования — как инженерная задача, а не просто механическая сборка.
От чертежа к металлу: где кроются подводные камни
Возьмем, к примеру, изготовление корпуса центробежного вентилятора. Казалось бы, вырезал детали, сварил, отгрузил. Но на практике, даже незначительное отклонение в геометрии спирального отвода — на те же 2-3 миллиметра — может привести к падению давления и росту вибрации. Мы однажды столкнулись с этим на партии вентиляторов для кондиционирования воздуха. Приемочные испытания показывали шум выше заявленного. Разбирались неделю. Оказалось, поставщик листового металла сменил партию, материал был чуть тверже, и при гибке ?пружинил? иначе. Пришлось корректировать техпроцесс, добавлять этап правки. Это тот случай, когда производство вентиляционного оборудования упирается в метрологию и материаловедение, а не только в трудозатраты.
Еще один нюанс — балансировка рабочего колеса. Делать ее ?на глазок? или на устаревших стендах — путь к гарантийным случаям. Современные многолопастные колеса, особенно для малошумных систем, требуют точной динамической балансировки. Мы перешли на это лет пять назад, и количество рекламаций по вибрации упало в разы. Но и здесь есть тонкость: иногда заказчик требует исключительной тишины, и тогда балансировку приходится проводить не только на самом колесе, но и в сборе с валом и подшипниковыми узлами. Это удорожает процесс, но иного пути нет.
Что касается покраски и антикоррозийной обработки — это отдельная боль. Особенно для оборудования, которое будет работать в агрессивных средах, например, в вытяжных системах пищевых производств. Обычная порошковая краска может не выдержать. Приходится либо идти на применение более дорогих составов, либо, что чаще, предлагать заказчику нержавеющие исполнения. Но и здесь есть ловушка: сварка нержавейки требует особого режима, иначе в зоне шва теряется коррозионная стойкость. Учились на своих ошибках.
Комплектующие: отказ от ?всего самого дешевого?
Сердце любого вентилятора — электродвигатель. Можно, конечно, закупать самые бюджетные модели и формально укладываться в ТЗ по мощности. Но на долгосрочной перспективе это убивает репутацию. Перегрев, повышенное энергопотребление, преждевременный выход из строя подшипников — все это следствия неверного выбора двигателя. Мы в свое время провели сравнительные испытания с разными моторами, в том числе и для серии ?Люйпинь?. Выяснилось, что даже при схожих паспортных данных, двигатели с более высоким КПД и классом изоляции в реальных условиях, при нестабильном напряжении в сети, ведут себя стабильнее. Да, они дороже. Но срок службы узла в сборе вырастает значительно. Теперь это — наш стандартный аргумент для технически подкованных заказчиков.
То же самое с противопожарными клапанами. Кажется, заслонка и привод. Но в момент реального пожара именно от надежности привода и огнестойкости материала заслонки зависит жизнь людей. Мы сотрудничаем с проверенными производителями приводов, которые предоставляют полноценные протоколы испытаний на цикличность и работу в условиях высоких температур. Ставить сюда ?ноунейм? — непрофессионально и преступно. Кстати, сайт ООО Шэньчжэнь Люйпинь Электромеханизм как раз приводит в своем ассортименте противопожарные вентиляторы дымоудаления и клапаны — и это не просто список, а указание на то, что продукция должна соответствовать жестким стандартам. В нашем понимании, производство вентиляционного оборудования для таких систем — это в первую очередь ответственность.
Нельзя обойти стороной и шумоглушители. Их эффективность часто зависит не столько от толщины минераловатной плиты внутри, сколько от правильного расчета сечения, длины и типа перегородок. Бывали случаи, когда заказчик жаловался на шум после установки всей системы. Меняли вентиляторы — не помогало. А проблема оказывалась в самодельном глушителе, который заказали ?на стороне? и который создавал дополнительное аэродинамическое сопротивление и свист. Теперь всегда акцентируем: акустика системы — это комплексная задача, и глушитель должен быть спроектирован и изготовлен в связке с параметрами вентилятора.
Сборка и логистика: то, что не увидишь в каталоге
Собрать агрегат — полдела. Его нужно правильно упаковать и доставить. Казалось бы, мелочь. Но как-то раз отгрузили крупногабаритный осевой вентилятор. Пришел на объект с погнутыми лопастями. Вина транспортной компании? Отчасти. Но и наша — не предусмотрели в конструкции съемные транспортировочные крепления для рабочего колеса, чтобы разгрузить вал. Теперь для любого оборудования длиной более двух метров разрабатываем индивидуальную карту крепления и упаковки. Это увеличивает время на отгрузку, но сохраняет нервы и деньги.
Еще один практический момент — комплектация крепежом и прокладками. Раньше часто клали ?с запасом?, а потом удивлялись перерасходу. Теперь все считается под конкретный монтажный узел и пакуется в промаркированные пакеты. Монтажники благодарят. Это тоже часть культуры производства вентиляционного оборудования — думать не только до момента отгрузки со своего склада, но и до момента пуска на объекте заказчика.
И про складирование. Не все компоненты, например, те же камеры статического давления или воздухораспределители, можно хранить под открытым небом или в сыром помещении. Оцинкованная сталь начнет белеть, появится ?белая ржавчина?. Пришлось пересматривать логистику на складе, выделять сухие зоны. Мелочь, но без таких мелочей качество конечного продукта рассыпается.
Взаимодействие с проектировщиками: поле для диалога, а не для битвы
Часто проектная документация выходит ?жесткой?, с конкретными моделями и параметрами. Но технологии не стоят на месте. Иногда можно предложить альтернативу — более современный, компактный или энергоэффективный агрегат, который решит ту же задачу. Например, вместо громоздкого радиального вентилятора старого образца — современный малошумный многолопастной с аналогичными аэродинамическими качествами. Но здесь важно не просто предложить, а предоставить детальные сравнительные расчеты, чертежи габаритов и присоединительных размеров. Мы для этого даже сделали небольшие типовые альбомы решений, основанных на продукции, которую, в числе прочего, предлагает ООО Шэньчжэнь Люйпинь Электромеханизм — по вентиляторам для кондиционирования и шумоглушителям. Это вызывает больше доверия, чем просто слова.
Бывает и обратная ситуация: проектировщик, стремясь удешевить систему, закладывает оборудование на пределе его возможностей. Тут уже нужно тактично указать на риски: перегруз двигателя, низкий ресурс, повышенный шум. Лучше немного поднять бюджет на этапе проекта, чем потом разбираться с неработающей вентиляцией. Иногда удается найти компромисс за счет оптимизации всей схемы, а не замены одного агрегата. Это и есть профессиональный диалог.
Самый сложный случай — когда приходит запрос просто ?сделать по этому чертежу?, а в чертеже — очевидные, с нашей точки зрения, ошибки в аэродинамическом расчете. Молчать нельзя, делать ?как есть? — себе дороже. Приходится инициировать переписку, запрашивать исходные данные для расчета, иногда даже предлагать провести совместные испытания на образце. Это тормозит процесс, но сохраняет репутацию и как производителя, и как партнера.
Итоги, которые не подведешь чертой
Так что же такое производство вентиляционного оборудования в итоге? Это не конвейер. Это постоянный цикл ?проектирование-изготовление-испытание-обратная связь?. Это внимание к деталям, которые в каталог не попадут: от марки стали заклепок до влажности на складе. Это готовность не просто продать коробку с железом, а нести за нее ответственность и быть советчиком для заказчика.
Когда видишь, как сделанный тобой вентилятор дымоудаления исправно проходит ежегодные проверки в больнице, или как система на базе твоих осевых вентиляторов годами работает в цеху без нареканий — вот тогда понимаешь, что все эти тонкости, все эти ?лишние? этапы контроля и подбора были не зря. Это и есть главный результат, который не измеришь только в рублях с квадратного метра.
Поэтому, возвращаясь к началу: производство — это да, станки и металл. Но в первую очередь — это инженерная мысль, опыт и понимание того, как оборудование будет работать в реальной жизни, а не на бумаге. И без этого любое, даже самое технологичное предприятие, будет просто фабрикой по резке и сварке листового проката. А нам, кажется, нужно нечто большее.
Соответствующая продукция
Соответствующая продукция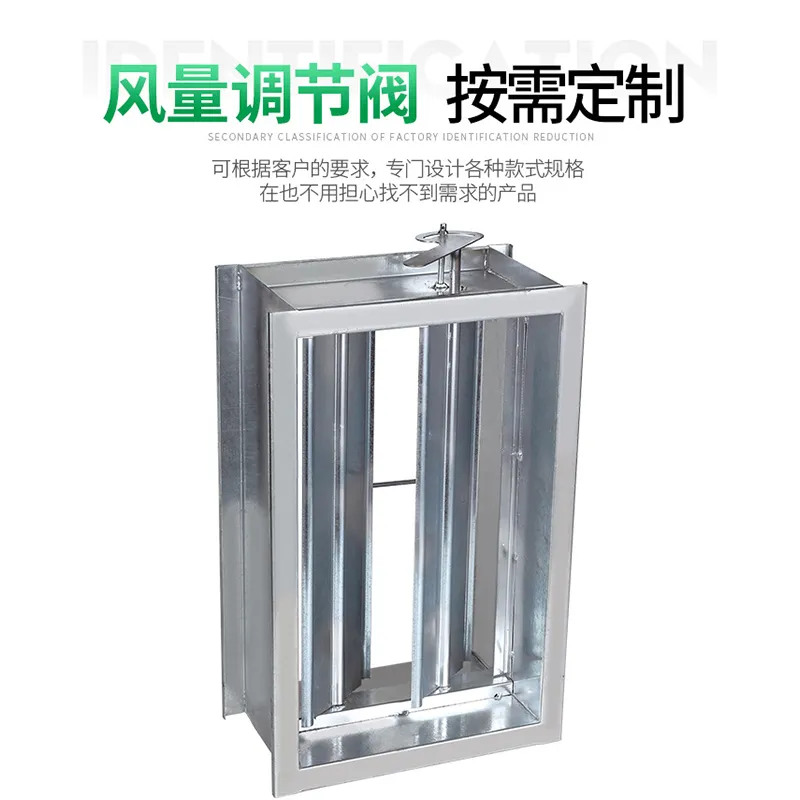






Самые продаваемые продукты
Самые продаваемые продукты-
 Трубчато-пластинчатый шумоглушитель
Трубчато-пластинчатый шумоглушитель -
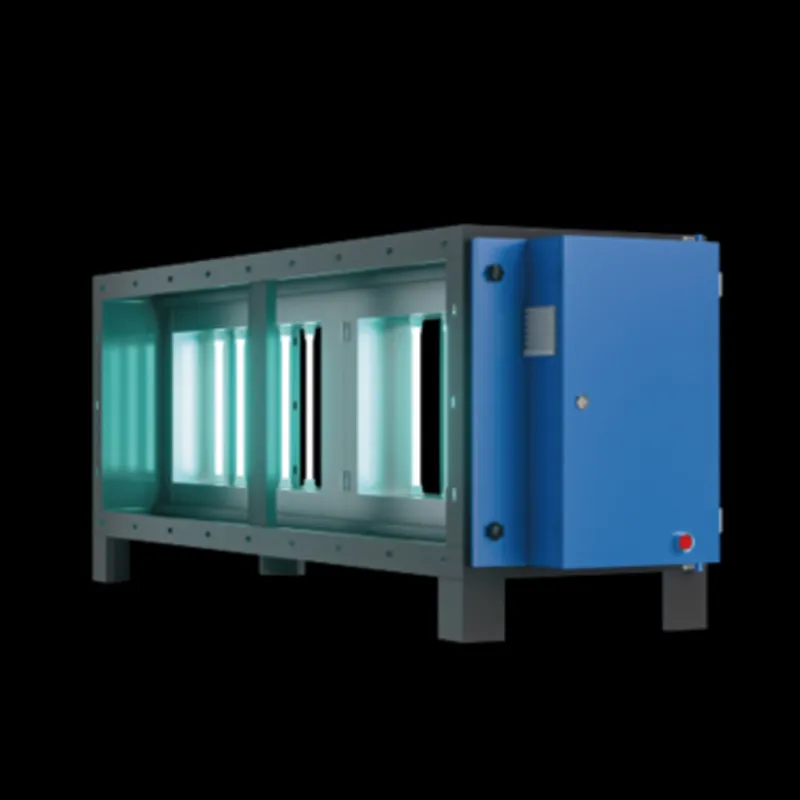 Оборудование для фотодиссоциации и дезодорации
Оборудование для фотодиссоциации и дезодорации -
 Бесшумный прямоточный вентилятор с EC-двигателем серии CDC-E
Бесшумный прямоточный вентилятор с EC-двигателем серии CDC-E -
 Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава
Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава -
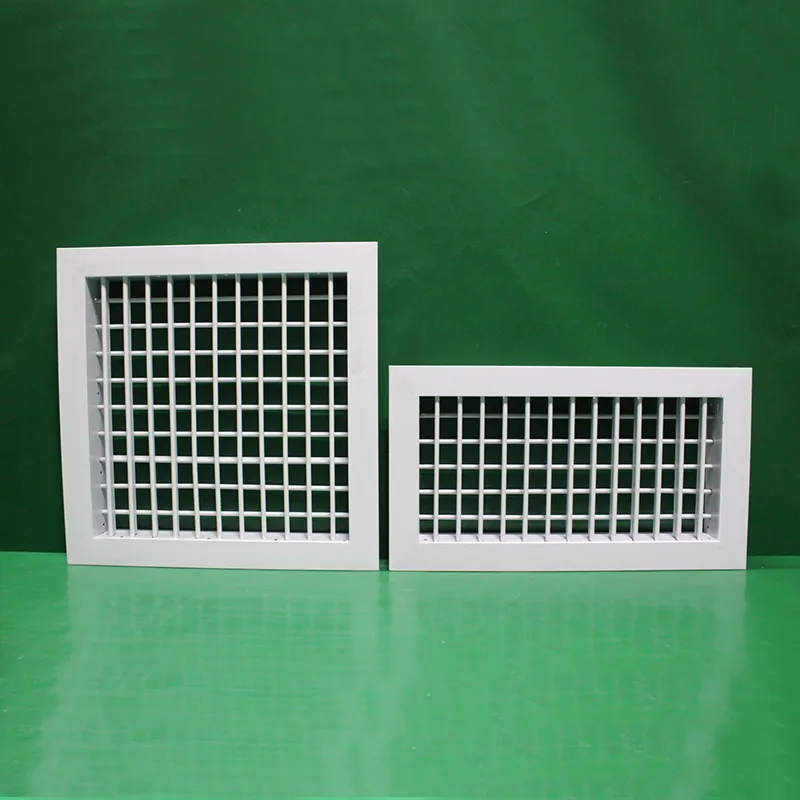
 Воздухораспределитель с однорядными регулируемыми жалюзи
Воздухораспределитель с однорядными регулируемыми жалюзи -
 Противопожарные клапаны дымоудаления FHF WSDc-FK
Противопожарные клапаны дымоудаления FHF WSDc-FK -
 Центробежный противопожарный вентилятор дымоудаления серии HTF-DC
Центробежный противопожарный вентилятор дымоудаления серии HTF-DC -
 Противопожарные клапаны дымоудаления FHF WS-FK
Противопожарные клапаны дымоудаления FHF WS-FK -
 Комбинированный импедансный шумоглушитель
Комбинированный импедансный шумоглушитель -
 Противопожарные клапаны FHF WSDj-FK
Противопожарные клапаны FHF WSDj-FK -
 Противопожарные клапаны дымоудаления FHF WSDj-FK
Противопожарные клапаны дымоудаления FHF WSDj-FK -
 Противопожарные клапаны FHF WSDc-FK
Противопожарные клапаны FHF WSDc-FK
Связанный поиск
Связанный поиск- приточное и вытяжное вентиляционное оборудование
- шумоглушитель 500x300
- шумоглушитель тип 2
- воздухораспределитель 498
- клапаны воздушные регулирующие
- шумоглушитель канальный прямоугольный
- промышленный потолочный вентилятор
- использование вентиляционного оборудования
- воздухораспределитель 11 3531010
- воздухораспределитель 600 600