-
+86-755-29968250
-
Китай, г. Шэньчжэнь, район Баоань, перекрёсток улиц Баохуа и Хайтянь, бизнес-центр «Чжоюэ Баочжун», корпус A, этаж 24, офис 2408
- aaa29968250@163.com





оборудование для изготовления вентиляционных воздуховодов
Когда говорят про оборудование для изготовления вентиляционных воздуховодов, многие сразу представляют себе огромные автоматизированные линии — типа, загрузил рулон, нажал кнопку, и готово. На практике же часто всё упирается в куда более прозаичные вещи: в каком состоянии ножи, какой именно профиль гиба нужен для конкретного объекта, и хватит ли мощности привода, чтобы справиться с оцинковкой толщиной 1.2 мм, если заказчик вдруг передумал и хочет не 1.0. Это не просто станки, это инструмент, который должен предугадывать будущие проблемы на монтаже. Вот, к примеру, если фальцезакаточная машина недотягивает замок буквально на полмиллиметра — при вибронагрузках через полгода по швам пойдёт подсос воздуха, а искать причину будут не в оборудовании, а в монтажниках. Поэтому выбор — это всегда компромисс между скоростью, универсальностью и, главное, надёжностью соединения, которое даёт этот станок.
Основные типы оборудования: от простого к сложному
Если начинать с азов, то без гильотины для резки листа никуда. Но тут тонкость: многие экономят и берут ручные или пневматические, а потом мучаются с кромкой. Зазубрина на срезе — и при формировании фальца уже идёт перекос. Для небольших мастерских, может, и сойдёт, но для серийного производства прямых участков нужна электромеханическая с ЧПУ, которая режет точно и без деформации. Потом идёт станок для размотки и правки рулона — кажется, мелочь, но если лист подаётся с волной, то все дальнейшие операции наслаивают погрешность.
Сердцевина всего процесса — это, конечно, профилегибочные агрегаты. Роликовые, салазковые… Тут уже зависит от того, что именно гнём: прямоугольный воздуховод, цилиндрический или, может, спирально-навивной. Для прямоугольных самый распространённый вариант — это линии с набором последовательных пар валков, которые постепенно формируют профиль. Важно смотреть не только на паспортную толщину металла, но и на жёсткость станины. Бывает, станок вроде бы тянет 1.5 мм, но при длительной работе рама ?играет?, и угол гиба на первом и последнем метре партии получается разный. Приходится постоянно подстраивать, терять время.
Отдельная история — оборудование для фальцевания и закатки швов. Для продольного шва на круглых воздуховодах — это одно, для угловых соединений на прямоугольных — другое. Тут часто ошибаются с выбором типа фальца. Одинарный — быстрее, но для систем под давлением выше 1000 Па может быть недостаточно герметичным. Двойной замок надёжнее, но требует более сложного и дорогого станка, да и времени на операцию уходит больше. Решение всегда зависит от проектных требований, которые, к слову, не всегда чётко прописаны в ТЗ.
Ключевые моменты при выборе и эксплуатации
Мощность и энергопотребление — это первое, на что смотрят, но я бы поставил на первое место ремонтопригодность и доступность запчастей. Сколько случаев, когда купили, скажем, итальянскую линию, она отработала гарантию, а потом сломался главный подшипниковый узел. Оказывается, ждать такой же подшипник надо 6 недель, а аналог не подходит по посадочному месту. Всё производство встало. Поэтому сейчас многие присматриваются к более стандартизированным решениям, где основные компоненты (электродвигатели, редукторы, контроллеры) — общепромышленные, их можно найти и заменить быстро.
Второй критичный момент — это точность настройки и калибровки. Современное оборудование для изготовления вентиляционных воздуховодов часто имеет цифровые интерфейсы, но ?умные? настройки не отменяют необходимости в квалифицированном операторе. Тот же угол гиба может меняться от температуры в цеху или от степени износа валков. Хороший оператор не просто загружает программу, он чувствует материал, слышит, как он проходит через станок, и вовремя вносит поправки. Это не автоматика, это опыт, который не купишь вместе со станком.
И третий аспект — безопасность. Защитные кожухи, аварийные стоп-тросики, блокировки — всё это кажется бюрократией, пока не произойдёт инцидент. Особенно это касается отрезных и гибочных участков линии. Экономия на безопасности — это прямой риск не только для людей, но и для самого оборудования. Одна серьёзная авария может вывести из строя точную механику, ремонт которой обойдётся дороже всех этих защитных систем вместе взятых.
Связь с комплектующими: почему оборудование — это не всё
Качественно сделанный воздуховод — это только половина системы. Его ещё нужно правильно присоединить к вентилятору, отсечь обратную тягу, заглушить шум. Тут уже встаёт вопрос о совместимости и качестве комплектующих. Допустим, сделали идеальный прямоугольный воздуховод, но для его подключения к вентилятору нужен переходник, а ещё лучше — камера статического давления для выравнивания потока. Если эти элементы сделаны кустарно, с нарушением геометрии, то все преимущества точного изготовления самого воздуховода сходят на нет.
В этом контексте стоит обратить внимание на готовые решения от производителей комплектующих. Возьмём, к примеру, продукцию серии ?Люйпинь? для вентиляции от ООО Шэньчжэнь Люйпинь Электромеханизм (подробнее на szlupin.ru). В их ассортименте как раз есть то, что часто требуется в связке с воздуховодами: малошумные многолопастные центробежные вентиляторы, противопожарные клапаны, шумоглушители, те самые камеры статического давления и воздухораспределители. Важно, что это не разрозненные изделия, а именно серия, разработанная для работы в единой системе. Когда и воздуховоды, и ключевые элементы нагнетания/регулирования спроектированы с учётом взаимного влияния, это сильно упрощает монтаж и повышает итоговую эффективность системы.
Поэтому, выбирая оборудование, уже стоит держать в голове, с какими именно компонентами предстоит чаще всего стыковаться. Станок для изготовления воздуховодов должен позволять делать не только стандартные прямые участки, но и нестандартные переходы, тройники, отводы под конкретные модели фасонных элементов или присоединительные размеры вентиляторов. Иначе на объекте возникнет та самая ?головная боль? с подгонкой.
Ошибки и уроки из практики
Одна из самых распространённых ошибок — гнаться за дешевизной и покупать оборудование с минимальным набором функций ?на сейчас?. Производство развивается, появляются заказы на воздуховоды сложной формы, с разными типами соединений, а станок может только гнуть прямой профиль под 90 градусов. В итоге приходится либо отказываться от выгодных контрактов, либо докупать дополнительные модули, что часто дороже, чем изначально взять более универсальную модель. Лучше сразу закладывать небольшой запас по возможностям.
Другой болезненный опыт — недооценка подготовки производства. Поставили новую линию, а фундамент под неё не усилили, или электрическая сеть в цеху не рассчитана на пиковые пусковые токи. Оборудование либо работает не на полную мощность, либо постоянно выбивает автоматы. Или история с вентиляцией и аспирацией в самом цеху: металлическая пыль от резки и гибки оседает везде, включая направляющие и подшипники станков, что резко увеличивает износ. Это не прямые затраты на станок, но они напрямую влияют на его ресурс и качество продукции.
Был у нас случай: взяли в работу заказ на партию воздуховодов для объекта с высокими требованиями по пожарной безопасности. Сделали всё по чертежам, но упустили, что по спецификации нужны были специальные противопожарные вставки в местах проходов через перекрытия. Наше оборудование такие элементы делать не могло. Пришлось срочно искать субподрядчика, терять время и маржу. Вывод: техническое задание нужно изучать до мелочей ещё до запуска в производство, и иногда именно эти мелочи определяют, справится ли твоя техническая база с заказом в принципе.
Взгляд в будущее и итоговые соображения
Сейчас тренд — это гибкость и цифровизация. Оборудование нового поколения позволяет быстро перенастраиваться с одной партии на другую, хранить в памяти параметры для разных типовых проектов. Постепенно внедряются системы контроля качества в реальном времени, которые с помощью датчиков отслеживают геометрию изделия прямо на линии и вносят коррекции. Это снижает зависимость от человеческого фактора, но и требует более высокой культуры производства в целом.
Однако никакая автоматика не заменит понимания физики процесса. Почему в одном случае воздуховод лучше делать спирально-навивным, а в другом — прямоугольным с оцинковки? Почему для систем дымоудаления критична не только толщина стали, но и тип сварного шва? Ответы на эти вопросы даёт не станок, а инженерная мысль. Поэтому самое важное ?оборудование? — это всё-таки знания и опыт людей, которые на этом оборудовании работают.
В конечном счёте, выбор правильного оборудования для изготовления вентиляционных воздуховодов — это стратегическое решение. Оно определяет, какого качества продукцию ты можешь предложить рынку, на какие проекты ты можешь претендовать и какова будет твоя конкурентоспособность. Это не просто покупка железа, это инвестиция в технологический процесс, который должен быть отлажен от резки листа до упаковки готового изделия, с учётом всех смежных компонентов, будь то вентиляторы от ООО Шэньчжэнь Люйпинь Электромеханизм или противопожарные клапаны. Главное — видеть систему в целом, а не только свой участок работы.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Противопожарные клапаны FHF WSDc-FK
Противопожарные клапаны FHF WSDc-FK -
 Противопожарные клапаны FHF WS-FK
Противопожарные клапаны FHF WS-FK -
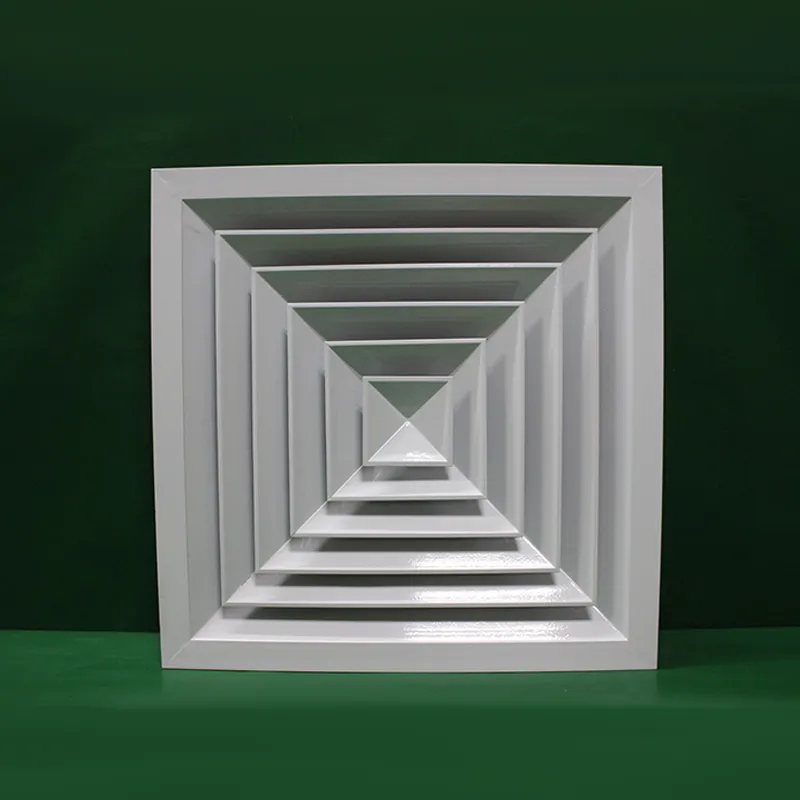
 Круглый диффузор из алюминиевого сплава
Круглый диффузор из алюминиевого сплава -
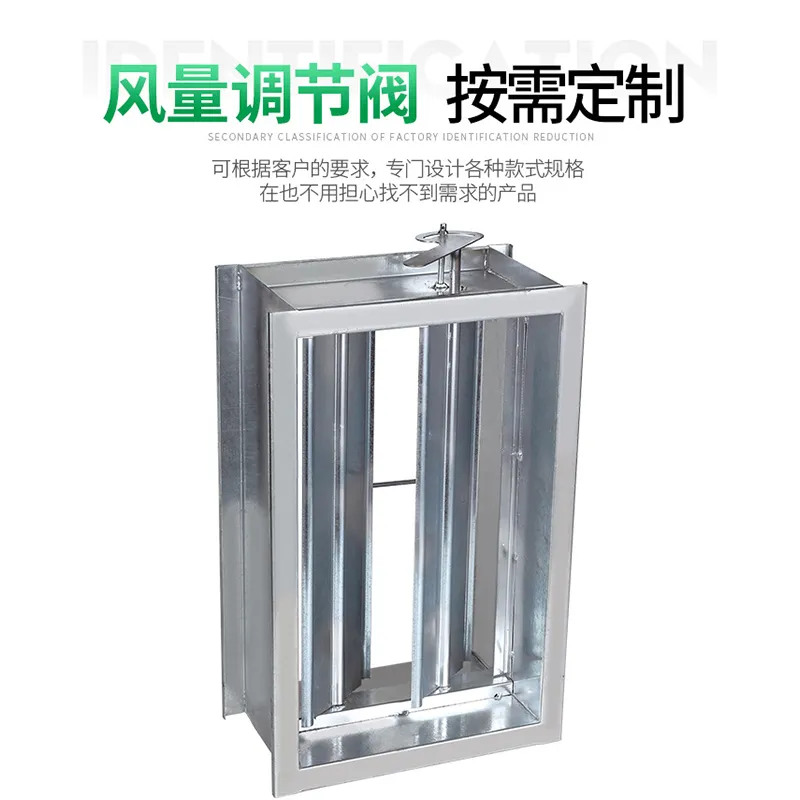 Регулирующий воздушный клапан с ручным приводом
Регулирующий воздушный клапан с ручным приводом -
 Воздухораспределитель с однорядными регулируемыми жалюзи
Воздухораспределитель с однорядными регулируемыми жалюзи -
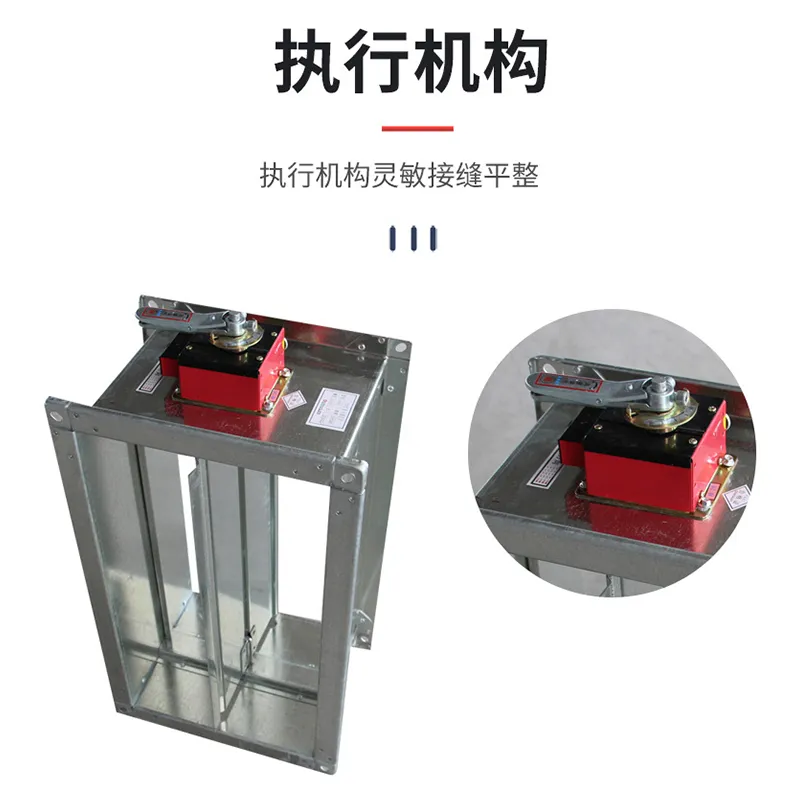 Регулирующий воздушный клапан с электроприводом
Регулирующий воздушный клапан с электроприводом -
 Оборудование для фотодиссоциации и дезодорации
Оборудование для фотодиссоциации и дезодорации -
 Бесшумный канальный шкафной прямоточный вентилятор серии DPT
Бесшумный канальный шкафной прямоточный вентилятор серии DPT -
 Противопожарные клапаны дымоудаления FHF WSDj-FK
Противопожарные клапаны дымоудаления FHF WSDj-FK -
 Противопожарные клапаны дымоудаления FHF WS-FK
Противопожарные клапаны дымоудаления FHF WS-FK -
 Воздухораспределитель с двухрядными регулируемыми жалюзи из алюминиевого сплава
Воздухораспределитель с двухрядными регулируемыми жалюзи из алюминиевого сплава -
 Вентилятор шкафного типа серии LT-BC
Вентилятор шкафного типа серии LT-BC
Связанный поиск
Связанный поиск- воздухораспределитель smk
- вентилятор центробежный вытяжной промышленный
- промышленный вентилятор высокого давления
- шумоглушитель прямоугольный для вентиляции
- шумоглушитель приточной вентиляции
- крыльчатка промышленных вентиляторов
- промышленное холодильное вентиляционное оборудование
- шумоглушитель 400 600
- воздухораспределитель 11.3531010 40
- работа воздухораспределителя 483