-
+86-755-29968250
-
Китай, г. Шэньчжэнь, район Баоань, перекрёсток улиц Баохуа и Хайтянь, бизнес-центр «Чжоюэ Баочжун», корпус A, этаж 24, офис 2408
- aaa29968250@163.com





изготовление вентиляционное оборудование
Когда говорят про изготовление вентиляционного оборудования, многие сразу представляют цех, станки, листы оцинковки. Это, конечно, основа, но если бы всё было так просто... На деле, ключевое — это понимание, как эта ?жестянка? будет работать в реальной системе, под нагрузкой, год за годом. Частая ошибка — гнаться за дешевизной корпуса, экономя на самом главном: на расчётах, на качестве сборки узлов, на правильном подборе электродвигателя. Видел немало ?красивых? вентиляторов, которые через полгода гудят, как пчелиный рой, или теряют напор из-за негерметичных сварных швов на спиральном корпусе. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
От чертежа до металла: где кроются ?подводные камни?
Всё начинается с документации. Бывало, получаешь от заказчика схему с примерными габаритами и просьбой ?сделайте аналог?. И тут начинается самое интересное. Например, для тех же малошумных многолопастных центробежных вентиляторов серии ?Люйпинь? критически важна геометрия рабочего колеса. Угол атаки лопаток, их количество, форма загнутки — малейшее отклонение от проверенного профиля ведёт либо к падению КПД, либо к резкому росту шума на определённых частотах. Приходится не просто копировать, а пересчитывать, иногда даже убеждать заказчика, что его исходные данные приведут к проблемам. Это не придирки, это необходимость.
А сам процесс раскроя и гибки. Казалось бы, автоматизированные линии решают всё. Но нет. Для противопожарных клапанов, где важна жёсткость и точность прилегания заслонки, даже небольшая ?волна? на листе после гибки — это брак. Она не даст плотно закрыться при срабатывании. Поэтому на таких ответственных узлах всегда идёт дополнительный контроль, ручная правка, подгонка. Это время и деньги, но без этого — никак. Просто ?нагнуть лист? и ?сделать клапан? — это разные вещи.
Или взять сварку. Для обычных воздуховодов сойдёт и простая точечная сварка. Но для камер статического давления, которые работают под переменным нагрузками, часто нужен сплошной герметичный шов, да ещё и с последующей зачисткой, чтобы не было турбулентностей внутри. Многие мелкие цеха этим пренебрегают — внешне-то выглядит нормально. А потом заказчик удивляется, почему система не выходит на расчётные параметры. Всё из-за таких ?мелочей?.
Комплектующие: слабое звено в, казалось бы, надёжной системе
История, которая хорошо всё иллюстрирует. Как-то поставили партию вентиляторов дымоудаления. Собрали на совесть, испытали — всё в норме. Через несколько месяцев звонок: на объекте двигатель вышел из строя. Разбираемся. Оказалось, не наш двигатель, а подобранный заказчиком самостоятельно ?по хорошей цене?. Его класс изоляции не соответствовал температурному режиму работы в режиме удаления дыма. Мы-то всегда на этом акцентируем внимание, предлагая проверенные варианты, но клиент решил сэкономить. Пришлось объяснять, что для изготовления вентиляционного оборудования, особенно противопожарного, важен каждый узел. Не только корпус и колесо, но и подшипниковые узлы, приводы, термостойкая краска.
Поэтому в своей работе мы, как и многие коллеги, стараемся контролировать цепочку полностью или, как минимум, давать чёткие спецификации. Например, для осевых вентиляторов важнейший момент — балансировка крыльчатки в сборе с муфтой и валом двигателя. Можно сделать идеально сбалансированное колесо на станке, но если потом насадить его на вал с минимальным перекосом, вибрация обеспечена. Это делается не ?на глазок?, а с применением динамической балансировки на месте. И это должно быть стандартной процедурой, а не дополнительной опцией.
Сейчас многие обращают внимание на сайты производителей, где есть полный перечень. Вот, например, на сайте ООО Шэньчжэнь Люйпинь Электромеханизм (https://www.szlupin.ru) видно, что они сразу указывают комплекс: от вентиляторов до шумоглушителей и воздухораспределителей. Это правильный подход. Потому что когда один производитель отвечает за совместимость элементов, это снижает риски. Тот же шумоглушитель, если его габариты и аэродинамическое сопротивление не заложены в расчёт системы на этапе подбора вентилятора, может ?задушить? весь поток.
Сборка и предварительные испытания: то, что нельзя пропускать
Собрали агрегат — и можно отгружать? Нет. Обязательна обкатка. Пусть даже кратковременная. Мы всегда гоняем центробежные вентиляторы на стенде, пусть и в упрощённом режиме. Зачем? Чтобы услышать. Посторонний звук, стук, неравномерный гул — всё это слышно сразу. Часто причина в мелочи: где-то недотянута гайка, и кронштейн вибрирует; где-то при транспортировке внутри корпуса осталась заглушка от сварки — она потом вылетит и попадёт в колесо. Лучше найти это в цеху, чем на объекте у заказчика.
Особый разговор — противопожарное оборудование. Тут одних механических испытаний мало. Нужны протоколы, сертификаты, акты испытаний на огнестойкость. Для клапанов и вентиляторов дымоудаления это не просто бумажки, а подтверждение, что материалы и конструкция выдержат высокие температуры заданное время. Бывали случаи, когда заказчик просил ?сделать похожий, но без сертификата, дешевле?. Отказываемся. Потому что это уже вопрос безопасности, а не просто изготовление вентиляционного оборудования. Рисковать репутацией и, главное, жизнями людей — неприемлемо.
Именно на этапе испытаний часто всплывают проблемы с комплектующими от сторонних поставщиков. Допустим, термостат для противопожарного клапана должен срабатывать при определённой температуре. Проверяешь партию — один из десяти ?молчит?. Косяк поставщика. Если бы не проверка, этот клапан уехал бы на объект как нерабочий. Поэтому свой ОТК — это не роскошь, а суровая необходимость в этом бизнесе.
Логистика и монтаж: продолжение производства
Изготовил — отгрузил. Казалось бы, моя работа закончена. Но опыт показывает, что проблемы часто возникают на стыке этапов. Как упаковать спиральный корпус вентилятора, чтобы при перевозке его не повело? Особенно крупногабаритный. Мы используем жёсткий каркас из деревянных брусьев и фиксацию внутри, чтобы не было подвижек. Это увеличивает стоимость упаковки, но спасает от гарантийных случаев. Видел, как привозят технику, сняли упаковку — а на корпусе вмятина от удара вилочным погрузчиком. И всё, спор с транспортной компанией, простой объекта.
Другой момент — монтажные чертежи и инструкции. Их нужно делать максимально наглядными, особенно для сложных узлов вроде камер статического давления с несколькими отводами. Лучше потратить время инженера на создание понятной 3D-схемы сборки, чем потом неделю объяснять по телефону монтажникам, что и куда крепить. Это тоже часть ответственности производителя. В идеале — выезд специалиста на пусконаладку. Не всегда получается, особенно для удалённых объектов, но стремиться к этому надо.
Иногда сам приезжаешь на объект и видишь, как смонтировали твоё оборудование. И сердце кровью обливается: вентилятор стоит на неподготовленном основании, без виброизоляторов, присоединительные фланцы не соосны, воздуховод провис и давит на корпус. И кто виноват? Производитель, конечно. ?Ваше оборудование шумит и трясётся?. Поэтому сейчас мы всё чаще включаем в пакет документов не только паспорт, но и краткие, ёмкие рекомендации по монтажу, выделяя их жирным шрифтом. Чтобы бросалось в глаза.
Взгляд вперёд: что меняется в подходе к изготовлению
Сейчас тренд — на энергоэффективность и цифровизацию. Это не просто слова. При изготовлении это выливается в использование более тонких, но прочных материалов для снижения веса, в применение частотных преобразователей как штатного варианта комплектации. Вентилятор теперь не просто ?железка с мотором?, а часть умной системы. И это накладывает отпечаток. Например, нужно заранее закладывать место для установки датчиков, предусматривать стандартные интерфейсы для подключения к АСУ.
Ещё один момент — экология. Требования к шуму ужесточаются. Поэтому при разработке новых моделей, тех же малошумных вентиляторов ?Люйпинь?, упор идёт не только на аэродинамику, но и на акустический расчёт. Иногда помогает простая вещь: смещение рабочего колеса относительно входного отверстия или изменение конструкции входного коллектора. Но это знаешь только когда много раз прогонишь испытания и послушаешь, как работает агрегат на разных режимах. Опыт, который не купишь.
В итоге, изготовление вентиляционного оборудования — это постоянный баланс между стоимостью, надёжностью и требованиями времени. Это не конвейер по штамповке одинаковых ?коробок?. Каждый проект, особенно нестандартный, — это новые расчёты, новые сомнения, поиск оптимального решения. И когда после всех этих мытарств получаешь отзыв, что система работает тихо, эффективно и без сбоев, понимаешь, что все эти ?лишние? телодвижения были не зря. Главное — не останавливаться в развитии и не делать ?как все?, а делать, опираясь на физику процессов и практический опыт, пусть даже он иногда и приобретается через ошибки.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава
Вытяжной жалюзийный воздухораспределитель с откидной дверцей из алюминиевого сплава -
 Воздухораспределитель с однорядными регулируемыми жалюзи
Воздухораспределитель с однорядными регулируемыми жалюзи -
 Круглый диффузор из алюминиевого сплава
Круглый диффузор из алюминиевого сплава -
 Вихревой воздухораспределитель из алюминиевого сплава
Вихревой воздухораспределитель из алюминиевого сплава -
 Шумопоглощающие камеры статического давления
Шумопоглощающие камеры статического давления -
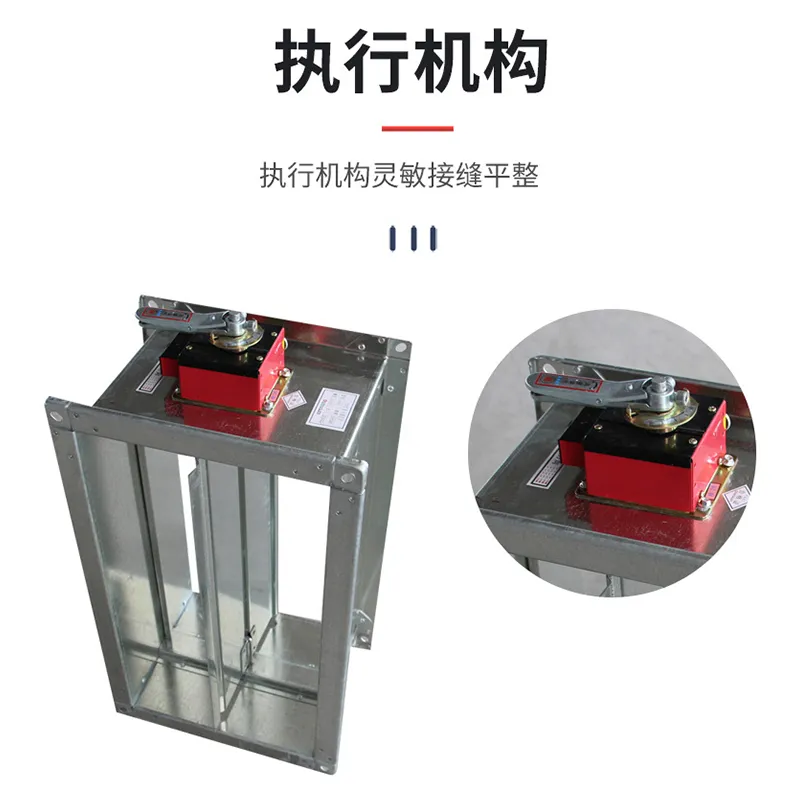 Регулирующий воздушный клапан с электроприводом
Регулирующий воздушный клапан с электроприводом -
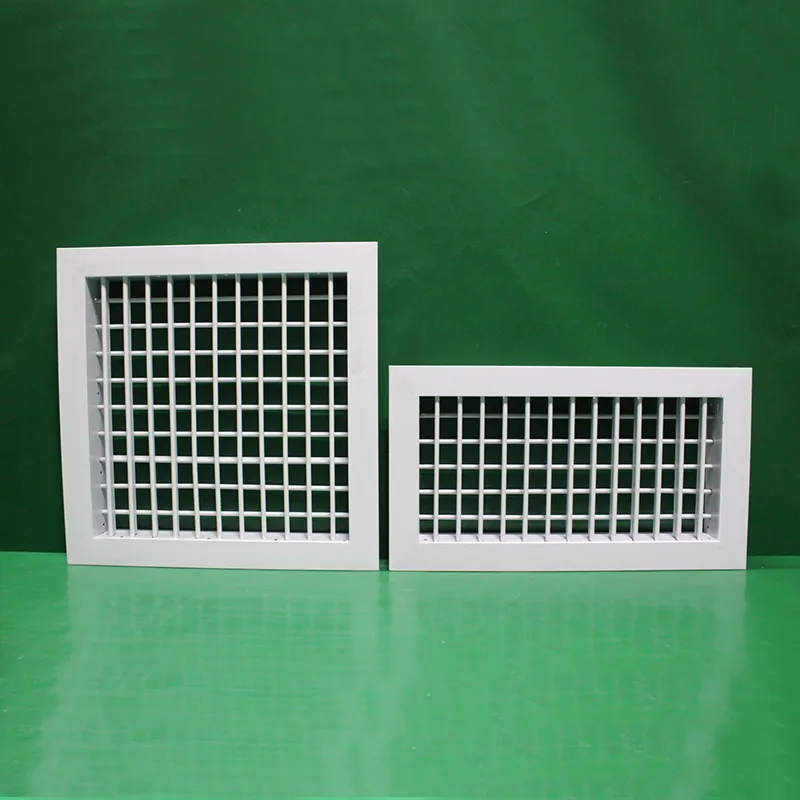 Воздухораспределитель с двухрядными регулируемыми жалюзи из алюминиевого сплава
Воздухораспределитель с двухрядными регулируемыми жалюзи из алюминиевого сплава -
 Бесшумный прямоточный вентилятор с EC-двигателем серии CDC-E
Бесшумный прямоточный вентилятор с EC-двигателем серии CDC-E -
 Бесшумный канальный шкафной прямоточный вентилятор серии DPT
Бесшумный канальный шкафной прямоточный вентилятор серии DPT -
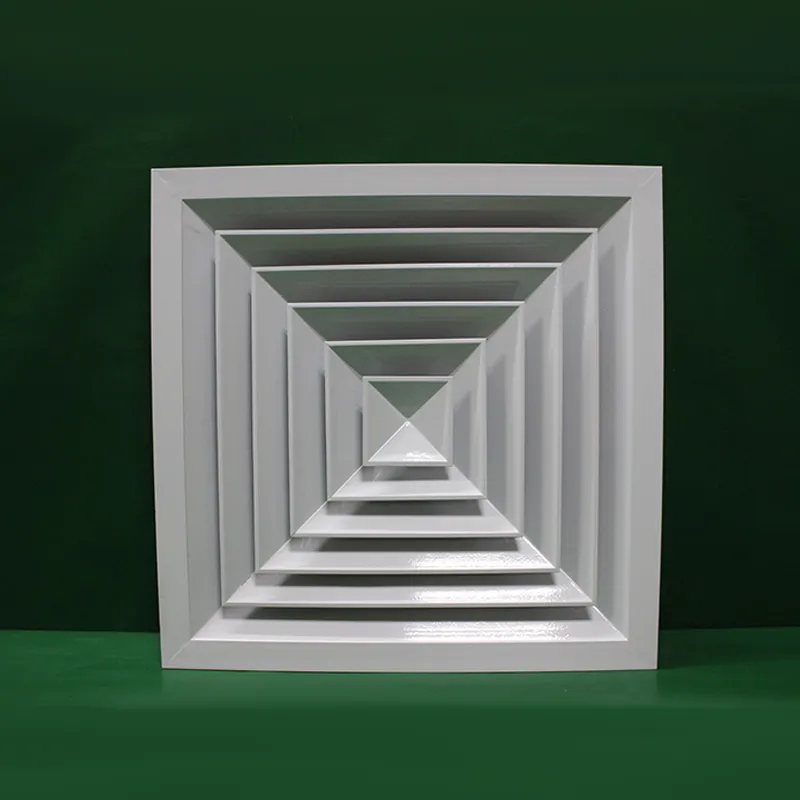 Квадратный диффузор
Квадратный диффузор -
 Оборудование для дезодорации на основе активированного угля
Оборудование для дезодорации на основе активированного угля -
 Осевые вентиляторы серии ABF
Осевые вентиляторы серии ABF